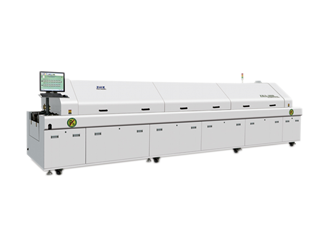


加热区
– 上8/下8 独立控温发热区
– 加热区长度:3200mm
– 冷却区:顶部 2+1
– 排风量:3m³/min x 2 管道
传送系统
– 基板宽度:50-400mm
– 基板流向:左到右 (可选右到左),前固定
– 工作高度:网带:875±20mm ,链条:900±20mm
– 传输系统: 网带 + 链条
– 元件高度:上30/下30mm
– 导轨链条润滑:可编程自动滴油
– 导轨调宽:电动调宽
– 传送速度:0-1500mm/min
控制系统
– 电源要求:3 ph,380Vac 50/60Hz (可选3 ph 220Vac)
– 启动功率:30 KW
– 稳定后功耗:10-11 KW
– 升温时间:≦20分钟
– 温度设定范围:室温 ~ 350ºC
– 温度控制方式:PID闭环控制
– 热风循环方式:小循环
– 控温精度 ±1ºC,横向温差:±2ºC
– 环境释放热能:≤70 J 焦耳
– 环境噪音:≤70db 分贝
– 数据存储:工作数据 & 生产数据存储
– 故障报警:温度反常,硬件故障,电源故障
– 后备电源供应:1000uv, 15-20min
– 3 通道测温系统连分析软件
– 黄/绿/红三色灯
机身尺寸
– 机体尺寸:L5173 x W1372 x H1462mm
– 重量:2150KG
– 颜色:电脑白
13923782160 (李世杰)
Windows系统,中英文操作界面在线切换,操作简便
整机采用PLC+商务电脑自动控制,性能稳定可靠
上下温区独立PID闭环控温和风速可调,能满足各类高精度无铅焊接工艺
控制程序可自动生成和备份操作历吏记录,符合ISO9000管理体系
采用进口发热部件和专用涡轮增压热风循环统,使热传导均匀充分,大大提高加热的效率和均匀稳定性升温快,从室温到加热恒温<20分钟
网带与链条同步运输,采用无极变速
全电脑自动控制滴油系统
断电保护功能,后备电源保证断电后PCB正常输出,并具有手摇传动装置,确保产品的安全性
PCB在线炉温测试,软件具有曲线数据分析,储存和打印功能
自动侦测PCB在线工作状态
采用小循环控制方式,有效减少相邻温区之间的干扰和串温现像
主要电气控制和关键部件采用国外名牌进口部件,保证设备经久耐用
具有故障智能诊断功能,可在线显示和记录存储各类警报列表
特殊炉胆设计,保温性能好,分段加热控制,耗电量少
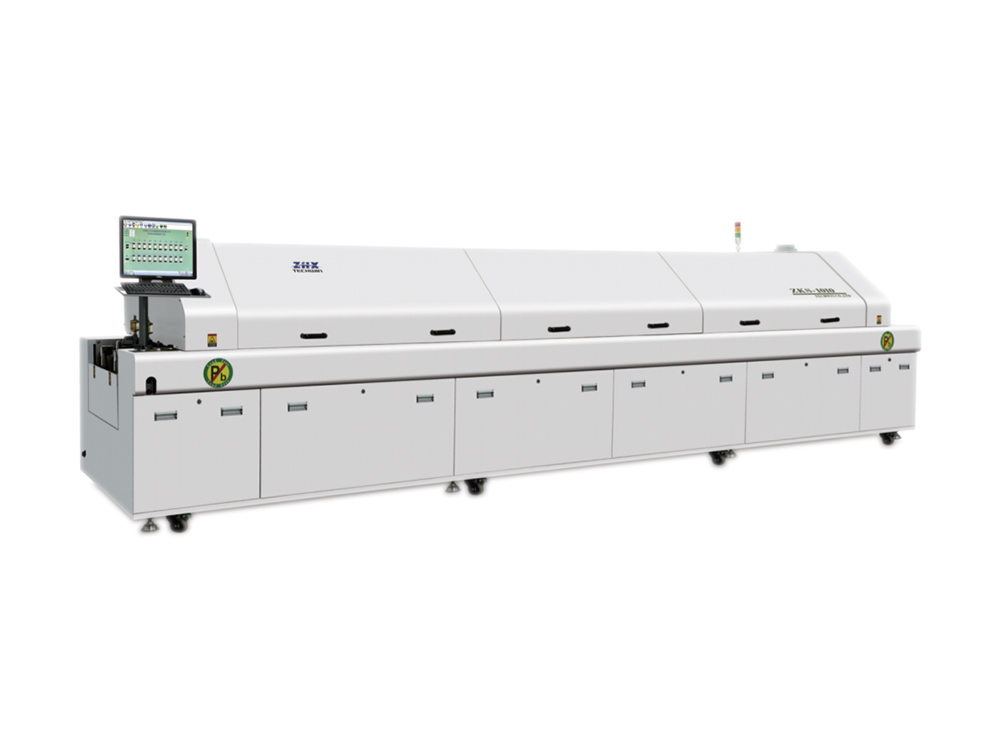
机身尺寸
–机体尺寸:L5173 x W1372 x H1462mm
–重量:2250KG
–颜色:电脑白
- 设备控制:Windows视窗 电脑控制+西门子PLC,SPC数据库
- 控制界面:中文/英文双语
加热区
–上8/下8 独立控温发热区
–加热区长度:3200mm
–冷却区:顶部 2+1
–排风量:3m³/min x 2 管道
–冷却方式:风冷或水冷(配置自然吸气冷风机)(选项)
传送系统
–基板宽度:50-400mm
–基板流向:左到右 (可选右到左),前固定
–工作高度:网带:875±20mm ,链条:900±20mm
–传输系统: 网带 + 链条
–元件高度:上30/下30mm
–导轨链条润滑:可编程自动滴油
–导轨调宽:电动调宽
–传送速度:0-1500mm/min
–炉盖开合:电动致动器
–中央支撑:链条式中央支撑
控制系统
–电源要求:3 ph,380Vac 50/60Hz (可选3 ph 220Vac)
–启动功率:≦30KW
–稳定后功耗:≦ 10-11KW
–升温时间:≦20分钟
–温度设定范围:室温 ~ 350ºC
–温度控制方式:PID闭环控制
–热风循环方式:小循环
–控温精度 ±1ºC,横向温差:±2ºC
–环境释放热能:≤70 J 焦耳
–环境噪音:≤70db 分贝
–数据存储:工作数据 & 生产数据存储 & 故障统计
–故障报警:峰鸣器,展屏幕显示,黄/绿/红三色灯
–助焊剂处理系统:循环过虑式助焊回收系统
–故障保护:过流、过载、超温、缺相保护
–后备电源供应:1000uv, 15-20min
–温度曲线系统:3 通道测温系统连分析软件

服 务 热 线
深圳市中禾旭精密机械有限公司
联系人:李先生
手机:13923782160
电话:0755-27254097
传真:0755-27415860
邮箱:lishijie@zhxai.com
地址:深圳市宝安区新桥街道黄埔村圳头路96号

 服务热线:
服务热线: